À propos de nous
Votre fabricant expert d'écrans de fil de coin;
Votre partenaire fiable et source d’innovation
Obtenez un devis gratuit
-
Accueil

-
Blog
-
Blog de l'industrie
- How Do Industrial Interstage Screen Solutions Boost Mineral Recovery Rates
How Do Industrial Interstage Screen Solutions Boost Mineral Recovery Rates
-
 auteur
auteur - 15,juin

Introduction
In gold processing plants that use Carbon-in-Pulp or Carbon-in-Leach circuits, one quiet factor that reduces profits often gets missed. Activated carbon leaks into tailings. Every gram of carbon that gets away takes valuable metals along with it. This is where well-designed industrial interstage screen solutions come into play. They change the way miners separate carbon from slurry. At the same time they protect overall profits.
Traditional screening methods such as perforated plates or woven mesh have trouble meeting the special needs of interstage separation, which is why operators increasingly turn to specialized wedge wire screen suppliers for more reliable alternatives. The fibrous character of wood chips in pulp creates issues. The rough texture of granular activated carbon adds more problems. Constant shifts in pressure make the situation even harder for ordinary filtration parts. Operators deal with repeated clogging. They see carbon loss. They also face unexpected stops that disrupt production plans.
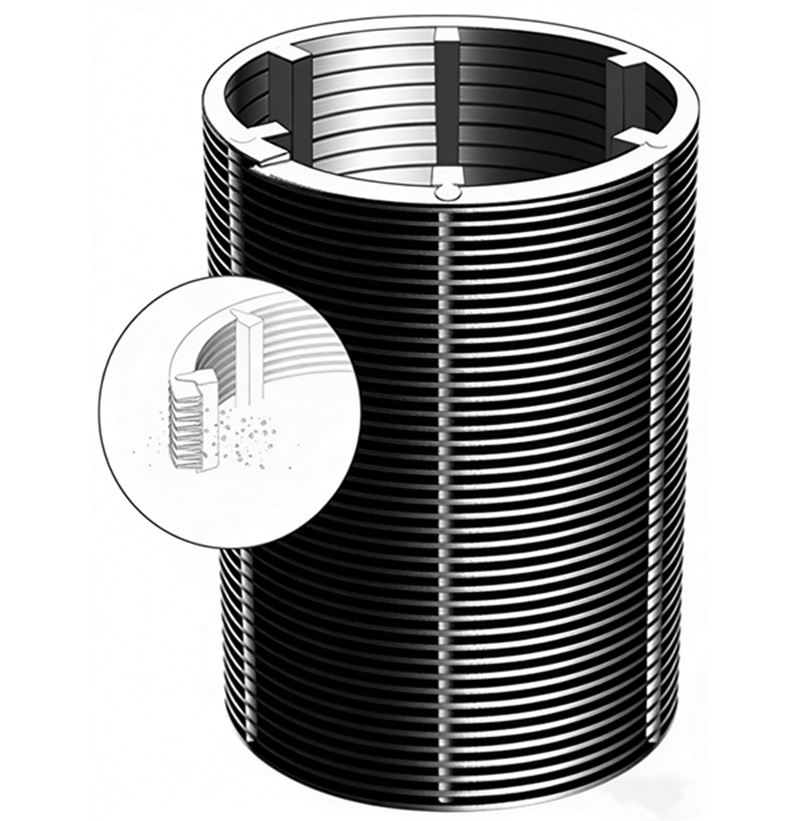
What Makes Wedge Wire Design Superior for Carbon Retention
The wedge wire screen differs from others because of its basic shape. Slots with straight sides tend to hold particles inside. The V-shaped profile forms a self-releasing action instead. The slot becomes narrower at the filtration surface. It grows wider on the inside. Anything that moves past the surface faces no extra limits. This stops the wedging action that causes trouble for traditional screens.
For activated carbon particles that range from 1.0 to 3.35 millimeters, a correctly chosen slot between 0.6 and 1.2 millimeters on the écran métallique de précision gives almost complete retention. The custom precision screen design process begins with a close look at the customer’s carbon particle size distribution. Fine carbon below 0.6 millimeters acts in one way. Coarse carbon behaves differently. The slot choice must fit the exact features of the material.
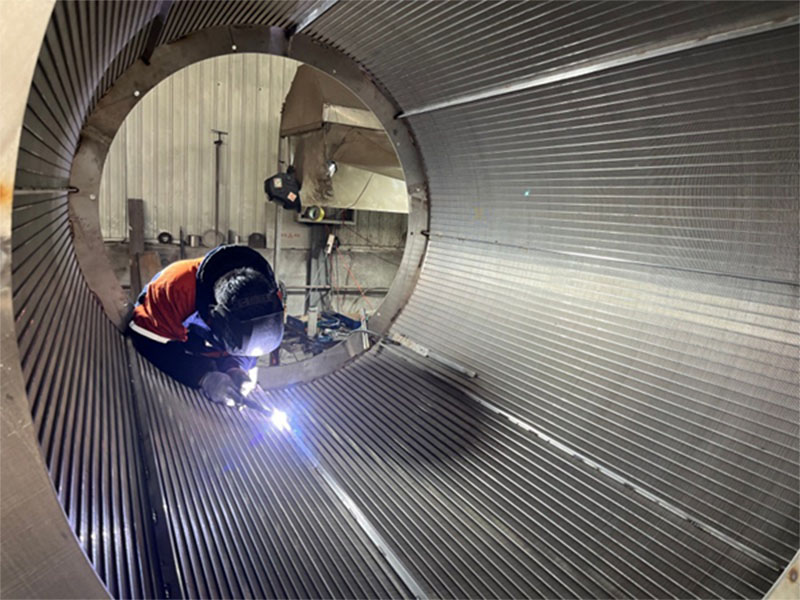
The structural strength comes from resistance welding. Each profile wire joins to support rods without any filler materials. This forms a solid cylinder. It handles the mechanical stress from rotating agitators. It also manages the hydraulic pressure of slurry that flows between tanks. The lack of welds that might crack and the absence of mesh that could loosen make these screens right for nonstop 24/7 operation.
How the Precision Screen Manufacturing Process Affects Performance
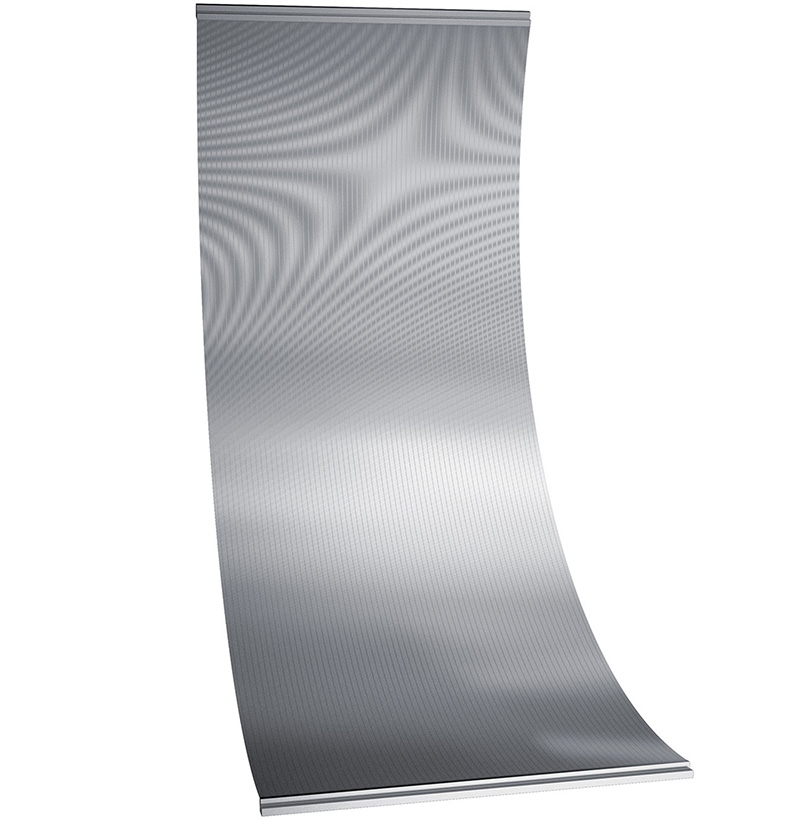
Many screen problems come not from design mistakes but from uneven manufacturing. The precision screen manufacturing process needs strict oversight at each step. Checks on raw materials confirm that the stainless steel matches the required grade. This might be 304 for standard use. It could be 316L when chlorides in the process water increase corrosion risks.
Winding tension needs to stay completely even. If the machine that wraps profile wires around support rods changes tension by even a small degree, slot widths will vary along the screen length. A screen that shows 0.8 millimeters at the top might narrow to 0.6 millimeters at the bottom. This creates an uneven pressure drop.
The welding step calls for exact electrical settings. Each weld point must join fully without burning the profile wire or leaving open spaces. Reputable precision screen manufacturing services perform ongoing quality checks during production. They use optical measurement systems to confirm slot sizes every few centimeters.
After welding, screens usually receive passivation. This chemical step brings back corrosion resistance. It clears iron traces from the surface that could start rusting in harsh slurry conditions. Some uses need electropolishing. This step makes the surface even smoother. It reduces how much sticky material clings to the screen.
What Interstage Screen Performance Benefits Deliver to Plant Economics
The clear interstage screen performance benefits reach well past basic particle retention. When carbon remains in the right place inside the adsorption circuit, gold recovery rises in a direct way. A single percentage point increase in recovery at a medium-sized plant means notable extra income each year.
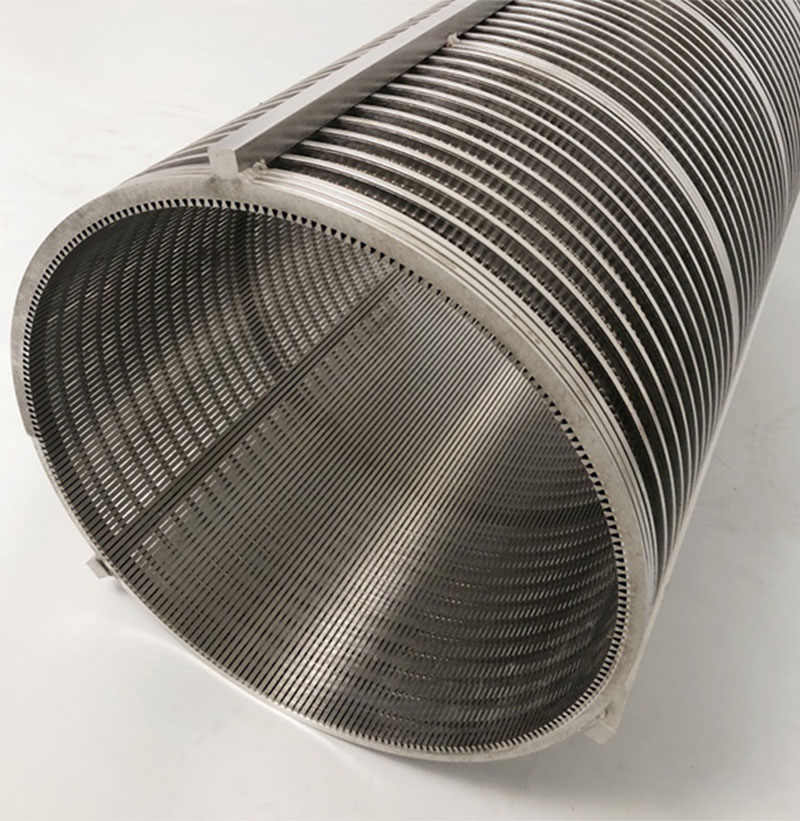
Less maintenance downtime offers another key gain. Traditional screens that block with carbon fines or wood fibers need regular removal for cleaning or replacement. A écran inter-étages à fil en forme de coin resists this blocking. Its V-shaped slots clear themselves during normal running. The smooth inner surface lets scrapers or backwash systems clear built-up material in an effective manner.
Carbon wear drops in a clear way with the right screen choice. When carbon particles rub against sharp edges or become caught in slots that vary in size, they create fines. These carbon fines carry gold away. They also pollute later steps in the process. The smooth profile wire surface cuts down on this rough contact. It keeps carbon in good shape through many adsorption cycles.
Longer service life affects operating budgets in a direct manner. A perforated plate screen might require replacement every few months. A quality wedge wire screen often lasts for years. The all-welded construction removes loose wires that could enter the process flow and harm pumps or valves.
Why Proper Slot Selection and Material Choice Cannot Be Compromised
Choosing the correct slot size requires knowledge of the specific carbon in use. Most plants work with carbon that has gone through several elution and regeneration cycles. This means the particles are not perfectly round or consistent. A custom precision screen design takes this variation into account. It sets slots that hold the smallest particles likely to appear. At the same time, it permits enough slurry flow.
Flow rate also needs to shape slot size choices. A screen with very narrow slots produces higher pressure drop. This might lower overall throughput. The best design balances retention efficiency with hydraulic capacity. Engineers work out open area percentage and the expected pressure drop. They base calculations on slurry viscosity, solids loading, and available pump head.
Material choice becomes important when process conditions become harsh. Chlorides in water attack standard stainless steel. This happens especially in coastal mines or those that use saline water. Duplex grades like 2205 or super duplex give better resistance to chloride stress corrosion cracking. For very corrosive settings, high-nickel alloys like Hastelloy offer the highest protection. They come with a higher starting cost.
BTOSLOT has provided wedge wire screens to sites dealing with these same issues. In one setup handling high-chloride ore, the change from 304 to 316L stainless steel increased screen life from three months to more than two years. It removed unplanned downtime. It also cut replacement costs by a large amount.
How to Evaluate Supplier Capability for Critical Filtration Components
Partnering with a manufacturer that knows both screening technology and the particular mineral processing application creates real value. Inquire about their quality certifications. ISO 9001 shows organized quality management. Ask for material test certificates. These confirm alloy makeup for every production batch.
Talk about their testing methods. Do they examine every screen before it ships? What tolerances do they maintain on slot dimensions? Trusted suppliers will share inspection reports. They can also suggest non-destructive testing choices for important applications.
Think about their engineering support abilities. The best industrial interstage screen solutions come from suppliers who take the time to study your exact process conditions. They recommend suitable specifications instead of just accepting orders for standard sizes. This joint method avoids mismatches that cause weak results.

Conclusion
The wedge wire interstage screen stands as a tested technology. It deals directly with the main difficulties of carbon retention in gold processing. Proper slot geometry combines with precision manufacturing. Material selection fits the process conditions. Together these elements help miners reach higher recovery rates. They also bring less downtime and lower operating costs. Ore grades keep falling around the world. Every improvement in efficiency counts. Spending on correctly built screening solutions brings returns that appear straight on the production report.
FAQ
What warranty does BTOSLOT offer on industrial interstage screen solutions?
BTOSLOT provides a full warranty. It covers manufacturing defects in materials and workmanship for twelve months from shipment. This warranty does not include normal wear from abrasive or corrosive service conditions. Still the company gives advice on expected service life. It bases this on experience from similar applications.
How can I get a quote for custom precision screen design for my CIP circuit?
Requesting a quote means sending your process details. These include tank dimensions, desired flow rate, carbon type and size range, slurry characteristics, and any corrosion issues. BTOSLOT engineers study this data. They usually give pricing and delivery estimates within two to three business days.
What slot size should I specify for retaining 1.0 millimeter carbon?
For nominal 1.0 millimeter activated carbon particles, a slot width between 0.4 and 0.6 millimeters usually supplies dependable retention. It avoids too much pressure drop. The final choice depends on how uniform your carbon supply is. It also considers whether you see particle breakage during regeneration.
Can precision screen manufacturing services produce screens for non-standard tank dimensions?
Yes. The manufacturing process supports custom diameters from 800 to 2000 millimeters. It also handles custom lengths as needed. Flange setups, connection methods, and reinforcement ring positions can all be adjusted to fit current tank layouts. No changes to your equipment are necessary.
How do I clean a wedge wire screen that has accumulated calcium scale?
Calcium scale or mineral deposits react to mild acid washing. Use solutions that work with stainless steel. Citric or phosphoric acid at moderate strengths usually suffice. Do not use hydrochloric acid. It can damage the passive layer. After cleaning, rinse completely. Then apply proper neutralization. This returns the screen to full working order.
Article récent

Produits connexes
Produits les plus vendus
écran amidon
Le Wedge Wire Starch Curved Screen est un dispositif de criblage courbé spécialement conçu pour l'industrie de l'amidon. Il dispose d'une surface d'écran en forme d'arc faite de fils en acier inoxydable en profil V soudés avec précision, utilisant la force centrifuge ou la gravité pour réaliser une déshydratation rapide et la classification de la boue d'amidon. Sa structure courbe prolonge le temps de rétention des boues, améliorant l'efficacité de la séparation solide-liquide. Il convient pour l'extraction d'amidon, le raffinage et les processus de récupération de sous-produits pour les amidons tels que la pomme de terre, le maïs et le manioc. Caractérisé par un criblage efficace, une résistance à l'usure et à l'obstruction et une maintenance facile, cet équipement est un dispositif de séparation solide-liquide clé dans le traitement moderne de l'amidon.

tambour rotatif
L'écran de tambour rotatif en acier inoxydable (également connu sous le nom de filtre de tambour rotatif ou micro-écran) est un dispositif de séparation solide-liquide frontal fonctionnant en continu et automatiquement. Son élément central est un grand tambour cylindrique installé horizontalement ou en légère inclinaison. Toute la surface circonférentielle du tambour est recouverte d'un écran en acier inoxydable (écran Johnson). Les eaux usées à traiter s'écoulent dans une extrémité du tambour. Sous la gravité, le filtrat passe à travers les fentes de fil de coin, tandis que la matière solide en suspension (telles que les fibres, les cheveux, les morceaux de plastique et les particules fines) est retenue sur la surface interne du tambour. Au fur et à mesure que le tambour tourne lentement, les débris retenus sont soulevés vers le haut, où ils sont rincés par l'eau pulvérisée dans un trou de collecte, permettant ainsi un processus continu de filtration automatique et d'élimination des résidus.
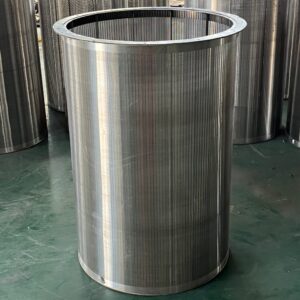
Panier d'écran pour séparateur de presse à vis
Le panier d'écran en fil de coin en acier inoxydable, communément connu sous le nom de "écran en V", "panier d'écran de presse" ou "cylindre d'écran", est un composant central des séparateurs solide-liquide de presse à vis. Il est installé à l'intérieur de la presse à spirale, encerclant l'arbre à vis rotatif. Le principe de fonctionnement est le suivant: la boue brute à forte teneur en humidité est poussée dans le panier d'écran par l'arbre à vis. Sous l'action de compression et de transport des vols en spirale, le liquide (filtrat) est forcé à travers les fentes précises et continues du panier d'écran, tandis que le matériau solide (gâteau de fumier) est retenu à l'intérieur et continue d'être comprimé et déshydraté au fur et à mesure qu'il avance. Enfin, les solides déshydratés sont déchargés de la sortie, permettant une séparation solide-liquide.
Ecran vibrant de fil de coin
Un écran vibrant en fil de coin en acier inoxydable est un dispositif de séparation solide-liquide comportant une surface d'écran réalisée par soudage précis de fils en acier inoxydable en forme de V, intégré à un système de vibration haute fréquence. Avec des fentes uniformes, une résistance à l'usure et une résistance à la corrosion, il convient aux opérations de filtrage humide et de déshydratation. Le mécanisme de vibration permet une dispersion rapide du matériau et un tamissage efficace tout en empêchant efficacement l'obstruction de l'écran. Largement utilisé dans des industries telles que l'exploitation minière, la métallurgie, la transformation des aliments et la protection de l'environnement, il est particulièrement adapté pour manipuler des particules fines, des matériaux à haute viscosité ou facilement agglomérables, offrant des avantages tels que la précision de criblage élevée, une grande capacité de traitement et une longue durée de vie.

Écran de puits d'eau de fil de coin
Les écrans de puits d'eau profonde Johnson, également appelés écrans de fente continue ou écrans d'enveloppement de fil, ont été développés à l'origine pour résoudre les problèmes de contrôle du sable dans les formations de sable fine graine et uniforme. Ces conditions géologiques sont couramment rencontrées dans les aquifères souterrains profonds, où les tuyaux perforés conventionnels souffrent souvent d'obstruction, de production excessive de sable et de réduction de l'efficacité des puits.

Plaque et disque en maille fritté
Les plaques et disques de maillage fritté sont des composants de filtration de haute précision fabriqués en liant plusieurs couches de maillage en acier inoxydable à travers un processus de frittage sous vide spécialisé. Contrairement au maillage traditionnel qui repose uniquement sur le tissage mécanique, ces plaques sont fusionnées à chaque point de contact, transformant des fils individuels en une tôle porouse rigide et intégrée.Ces plaques peuvent être personnalisées en différentes formes, le plus souvent des disques circulaires, pour s'adapter à des équipements industriels spécifiques. Ils offrent un équilibre idéal entre une perméabilité élevée, une intégrité structurelle extrême et des taux de filtration précis. Étant donné qu'ils sont entièrement en métal (généralement 304 ou 316L), ils fournissent une solution de filtration "permanente" qui peut résister aux températures élevées et aux produits chimiques corrosifs tout en restant entièrement nettoyables et réutilisables.